






















All Products
-
Seamless Alloy Steel Pipe
-
Stainless Steel Seamless Pipe
-
Seamless Carbon Steel Pipe
-
Stainless Steel Pipe
-
SS Welded Tube
-
Stainless Steel Sheet Plate
-
Stainless Steel Coil Strip
-
Stainless Steel Bars
-
Stainless Steel Wire Rod
-
Carbon Steel Plate
-
Carbon Steel Coil
-
Carbon Steel Tubes
-
Carbon Steel Bar
-
Carbon Steel Wire
-
Alloy Steel Sheet
-
Alloy Steel Coil
-
Alloy Steel Bar
-
Alloy Steel Wire
-
 EduardoThe coil was packaged very well and shipped fast.The product fits the descripton. Thinking about purchasing again.Really a great product. I have tried other products and this by far is the best money I have spent.
EduardoThe coil was packaged very well and shipped fast.The product fits the descripton. Thinking about purchasing again.Really a great product. I have tried other products and this by far is the best money I have spent. -
 DavidFirst time we import a big project from China, excellent for service And really professionnal. My goods have been received, the products are not damaged at all.The quality and workmanship are very good, the materials are also very good, I am very satisfied. recommand them!
DavidFirst time we import a big project from China, excellent for service And really professionnal. My goods have been received, the products are not damaged at all.The quality and workmanship are very good, the materials are also very good, I am very satisfied. recommand them! -
 HuzeshafiI am very satisfied with this import. The quality is very good and the price is reasonable. The seller is very professional and responsive. I will definitely buy from this seller again.
HuzeshafiI am very satisfied with this import. The quality is very good and the price is reasonable. The seller is very professional and responsive. I will definitely buy from this seller again.
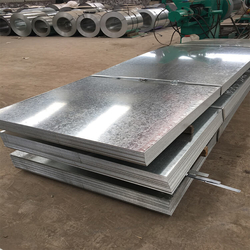
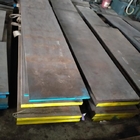
52100 4340 4130 4140 Alloy Steel Flat Bar AISI 4130 25CrMo4 SCM430







| Place of Origin | Shandong China |
|---|---|
| Brand Name | TESTE |
| Certification | ISO TUV SGS BIS CE |
| Minimum Order Quantity | 3Tons |
| Price | Negotiate |
| Packaging Details | With iron sheet to pack the steel sheet and pallet .Also make the shipping marks on each bundles. |
| Delivery Time | 5-15days depend on the quantity |
| Payment Terms | L/C, D/A, D/P, T/T, Western Union, MoneyGram,OA |
| Supply Ability | 5000Tons Per Months |
Product Details
| Product Name | Alloy Steel Sheet | Heat-treatment | +A,+N,+NT,+QT |
|---|---|---|---|
| Thickness | 3mm~1500mm | Surface | Black,Grounded,Peeled/Turned,Polished |
| Product Name | Alloy Steel Bar | High Light | Pipe |
| Highlight | 52100 alloy steel flat bar,4340 alloy steel flat bar,4130 alloy steel flat bar |
||
Product Description
AISI 4130/25CrMo4/SCM430 Alloy Steel Sheet
AISI 4130 alloy steel is a medium carbon, low alloy steel in ASTM A29 standard. ASTM 4140 steel is also commonly referred to as a chromoly steel, or chrome moly steel, containing nominally 0.28-0.33% Carbon, 0.8-1.1% Chromium and 0.15-0.25% Molybdenum. It is similar to 4140 steel which has a higher carbon level (0.28-0.33%), giving 4130 material improved weldability, at the expense of through thickness strength. With the proper heat treatment it is also readily machined. Annealing ASTM 4130 alloy steel offers excellent ductility. AISI 4130 steel is usually supplied as round bar commonly in the hardened and tempered condition.
CHEMICAL COMPOSITION
| Element | C | Mn | Si | P | S | Mo |
| 4140 | 0.38~0.43% | 0.75~1.0% | 0.15~0.30% | 0.035% | 0.04% | 0.15~0.25% |
| 4130 | 0.28~0.33% | 0.70~0.90% | 0.15~0.35% | 0.035% | 0.04% | 0.15~0.25% |
HEAT TREATMENT OPTION
- +A: Annealed (full/soft/spheroidizing)
- +N: Normalized
- +NT: Normalized and tempered
- +QT: Quenched and tempered (water/oil)
FABRICATION AND HEAT TREATMENT
Machinability
The AISI 4130 alloy is readily machinable by conventional methods. Simple shapes might be machined following a normalizing treatment, whereas more complex shapes will require annealing. However, machining becomes difficult when the hardness of the 4130 steel is increased.
Welding
AISI 4130 steel is also good in weldability, and the 4130 alloy may be welded by any commercial method. The material may require a post-weld stress relief heat treatment in certain instances.
Low-hydrogen electrodes are recommended together with preheat at 150 – 260 º C (300 – 500 º F) to be maintained during welding, Cool slowly and stress relieve where possible.
AnnealingAnnealing of 4130 steel forgings may be carried out by transferring the part straight from the forging operation to a furnace held at a suitable temperature, around 860º C (1575 º F) for annealing, holding for a suitable time then furnace cooling. In this way a structure suitable for machining may be obtained. This treatment is best used for parts with simple shapes. If the 4130 forging is such that some sections will finish much colder than others then a uniform structure will not be obtained and for best results a spheroidizing anneal at around 750 º C (1380 º F) may be used. It is safe to say that experience alone will decide the best type of annealing treatment to be used prior to machining. It should then be cooled in the furnace at a rate of less than 50 F per hour down to 900 F, followed by air cooling from 900 F.
Normalizing
The nominal normalizing temperature for 4130 is 900 º C (1650 º F) followed by the 1600 F soak and oil quench, but production experience may necessitate a temperature either 50 º F (10 º C) above or below this figure. In fact when forgings are normalized before, for example, carburizing or hardening and tempering, the upper range of normalizing temperatures is used. When normalizing is the final heat treatment, the lower temperature range is used.
Tempering
The actual tempering temperature will depend on what required properties are needed. Alloy steel 4130 is tempered at between 398 ºC -565 ºC (750 F and 1050 F), depending upon the strength level desired. The lower the tempering temperature the greater the strength. However, tempering should not be carried out between 200 – 420 ºC (400 – 790 º F) to avoid the danger of embrittlement.
Hardening
The steel 4130 should be austenitized – i.e. all micro constituents transformed to austenite – at 1500 to 1600 º F (815 to 870 º C). The actual austenitizing temperature is a function of chemical composition within the analysis range, section size and cooling method. Smaller sections of 4130 might be quenched in oil, heavier sections in water.
Recommended Products